by
by In the special parts of the kiln that are not easy to construct, molds are made according to the actual shape, and the fire-resistant castables are transported to the site for hanging and assembly after pre pouring, forming, curing and baking in the factory.

In this way, the cast products are fire-resistant prefabricated parts.

In recent years, the use proportion of fire-resistant prefabricated parts has become higher and higher.

But his production process is also more complex.

The important work after fabrication is demoulding.

The demoulding process of fire-resistant prefabricated parts needs to pay attention to the following four points: 1.

The demoulding of fire-resistant prefabricated parts can generally be carried out when the hardening time is not less than 8 hours, and can also be adjusted appropriately according to the weather changes.
The demoulded prefabricated parts should be placed in a place with appropriate temperature and humidity for natural curing, and the large-scale fire-resistant prefabricated parts with more than 0.6 tons should be cured for more than 6 days, The prefabricated parts less than 0.6 tons shall be cured for more than 3 days.
A gap of more than 50mm shall be reserved between the prefabricated parts and stacked as a whole to facilitate curing and drying.
2.
During demoulding, first knock the mold and fire-resistant prefabricated parts with a leather hammer, then loosen the mold and take out the prefabricated parts.
If it is necessary to repair and demould, it shall be carried out immediately.
3.
After demoulding, if it is found that the distortion and deformation of the mold (plate) affect the product quality, the production shall be stopped and the mold shall be corrected; If the production is completed, the mold shall be cleaned, coated with oil, installed in good condition, and placed in the stacking position as required for use in the next production.
4.
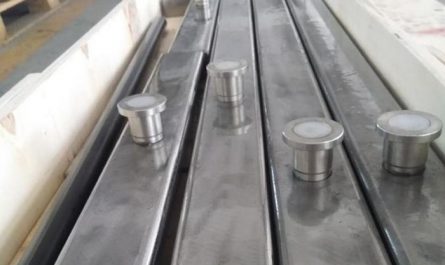
When demoulding the fire-resistant prefabricated parts with holes such as seat bricks, pay attention to striking evenly and forcefully, with appropriate force, and do not knock off.
When moving the formwork and extracting the shaft core, it shall be stable, accurate and light.
When moving the base brick, it shall be handled with care to avoid damaging the edges and corners of the base brick.
The quality management personnel of the base brick removed from the mold shall check whether it is eccentric, whether the axis tip is balanced, whether the size meets the drawing requirements, and whether the surface is smooth = check whether the matching gap and tightness of the upper and lower base bricks meet the requirements.
The prefabrication team leader shall cooperate with the quality inspector for inspection.
So in the actual production and demoulding process, do you often encounter the following problems? During the pouring process of large-area castable, it is necessary to form with the help of molds, such as the construction of iron ditch castable, ladle castable and the forming construction of castable precast blocks.
Generally, a layer of waste engine oil will be applied on the surface of the mold or a piece of bezoar paper will be pasted between the mold and materials before the pouring and forming of materials.
However, due to the irregular shape of the mold and the low demoulding strength of the material, it is easy to fall off, peel off and rough surface during demoulding.
Are there any products or solutions that can solve this problem? How to improve the benefit of material demoulding? Ensure that the material surface is smooth and flat after demoulding? After many experiments and repeated factory verification, Wuhan Shanda chemical finally developed a release agent 3350.
Just apply the release agent to the mold to solve the above problems.
At the same time, it will also make your refractory preform products have higher “appearance value”! ▲ field trial test ▲ application of 3350 release agent in iron ditch castable ▲ surface condition when 3350 release agent is not used ▲ after 3350 release agent is used, the surface is smooth and free of falling blocks.
Large area castable pouring is very uneconomic in case of peeling, mucous membrane, surface unclean and other accidents caused by release.
1kg release agent 3350 can be applied for about 5m ² The surface area is converted to less than 10 yuan per ton of material cost.
This is of great significance to improve the final use effect of materials, ensure the surface appearance of materials, and serve as the “face” of materials.
Lentege’s patented release agent 3350 can be easily used in the preparation of preformed release parts, and the surface of the product is not smooth after modification of lentege’s patented release agent 3350.
The application field is applicable to all kinds of unshaped refractory materials and shaped machine pressed bricks.
For example: breathable brick and seat brick, nozzle seat brick, ladle press brick, etc.
Product features ensure easy demoulding of products; The surface of the product after demoulding is smooth and flat; Stable quality, high cost performance, simple and easy to use; Wide adaptability; It is easy to use and can be directly applied on the surface of the die.
For relevant technical problems, please contact: 13618637733 # 027-85550505 ↙ Click“.