by
by Due to the different materials handled by rotary kiln, the service conditions of kiln lining are also different.
For example, rotary kilns for calcining cement, activated lime and alumina form a layer of stable kiln skin, which is used to protect the brick kiln lining.
The rotary kiln for calcining carbon, metallized pellets, oxidized pellets and other types of materials requires that there should be no kiln skin.
Therefore, large proportion of materials directly wear the kiln lining.
At the same time, the brick kiln lining will loosen with the rotation of the kiln body, which is easy to drop bricks and shorten the service life of the kiln lining.
In recent years, in order to improve the service life of kiln lining, in addition to improving the bricklaying method or pouring the construction kiln lining with full castable, a new kiln lining masonry method is being popularized and applied in oxidation pellet rotary kiln and carbon rotary kiln, And in some large pelletizing rotary kilns (for example, the diameter is 4.7mx74m and the diameter is 5.9mx38m, etc.), and remarkable results have been achieved.
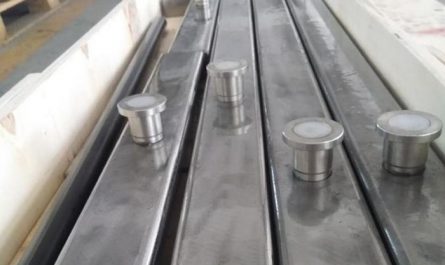
This method does not adopt ring masonry or full pouring, but adopts the masonry method of vertical laying of castable preforms with anchor nails and pouring of castables in alternate rows.
Specifically, the castable preforms with anchor nails are erected along the central line of the rotary kiln with refractory slurry, and then the The anchor nail shall be welded firmly on the furnace shell, and finally the refractory castable shall be poured at the gap between the two rows of prefabricated parts, as shown in Fig.
1 and Fig.
2.
Looking for the refractory material network, it is considered that this method does not need molds, and masonry, anchoring and pouring can be carried out at the same time.
It is a composite construction method, which has the characteristics of simple construction method, time-saving and labor-saving, good integrity of the kiln lining built, and the masonry is not easy to loosen, crack, deform and fall off; At the same time, because the prefabricated parts are made of light refractory and heavy refractory, the thermal insulation effect of the kiln lining is also good.
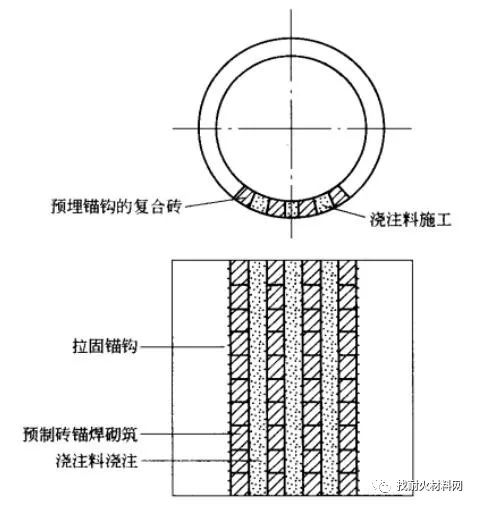
Fig.
1 outline structure diagram of composite prefabricated parts Fig.
2 construction deployment diagram of anchor welding and masonry of composite prefabricated parts combined with pouring of castable construction methods are as follows: (1) construction preparation shall be carried out according to normal construction, more than two electric welding machines shall be prepared for construction machines and tools, and the construction shall be started after the trial operation of rotary kiln is normal.
(2) According to the requirements of the design and construction scheme, the width of prefabricated parts and pouring belt shall be planned in the direction of the central line of the rotary kiln, and the line shall be laid to clean the construction part.
(3) The prefabricated parts shall be built in the planned masonry belt.
An appropriate amount of high-strength fire-resistant slurry shall be plastered between the prefabricated parts and the furnace shell, and the interface between the prefabricated parts shall be plastered with slurry for masonry.
The slurry shall be full and closely combined, and the brick joints shall meet the specifications or design requirements; After the prefabricated parts are built, the anchor nails can be welded.
The welding must be firm.
After one or two rows of prefabricated parts are built and welded, the kiln can be rotated for downward masonry.
(4) In order to ensure that there is no bias during rotary kiln and masonry, turn it to the top after 4 rows of masonry, and then start the masonry of 4 rows of prefabricated parts; After completion, rotate the kiln 90 ° and carry out 4 rows of masonry; The construction shall be carried out symmetrically and evenly in sequence until the masonry and welding of all prefabricated parts are completed.
After cleaning the kiln, start the construction of pouring belt.
(5) According to the requirements of the design and construction scheme, firstly weld the pouring belt anchor in the pouring belt, generally in the shape of “Y” or “V” (the specific shape is determined by the design), and build the insulation board made of light materials with seat mud between the anchors.
Pour the mixed castable into the pouring belt, and its construction thickness shall be slightly higher than the height of the prefabricated parts.
The construction of the next section of the kiln can be carried out after the initial setting of the castable.
The pouring construction shall also be carried out in the order of prefabricated parts construction, and the construction details are shown in Figure 3.
Figure 3 ► construction details ► refractory used in cement industry ́ what does “two grinding and one burning” of cement refer to? “Two grinding and one burning” refers to raw meal grinding, cement grinding (clinker grinding) and clinker calcination.
That is, calcareous raw materials, clay raw materials and a small amount of correction raw materials (a certain amount of coal should be added for shaft kiln production) are crushed or dried, mixed and ground according to a certain amount, and prepared into raw meal with appropriate composition and uniform quality, which is called the first stage: raw meal grinding; Then the raw meal is added into the cement kiln and calcined to obtain the cement clinker with calcium silicate as the main component, which is called the second stage: clinker calcination; The clinker is added with an appropriate amount of gypsum and sometimes some mixed materials to be ground together into cement, which is called the third stage: cement grinding.
Generally, the cement production process is referred to as “two grinding and one burning” in the industry.
For advertising and wechat cooperation, please contact: 0371-85801188 13608696100 (same wechat number)..