 by
by At 12:00 on August 21, the PC workshop of CSCEC science and Technology Industrial Park was brightly lit, and the machinery and equipment were in orderly operation.
The management personnel of CSCEC science and Technology Hunan Co., Ltd.
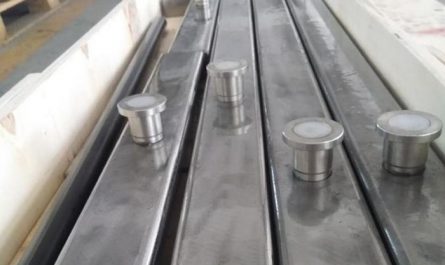
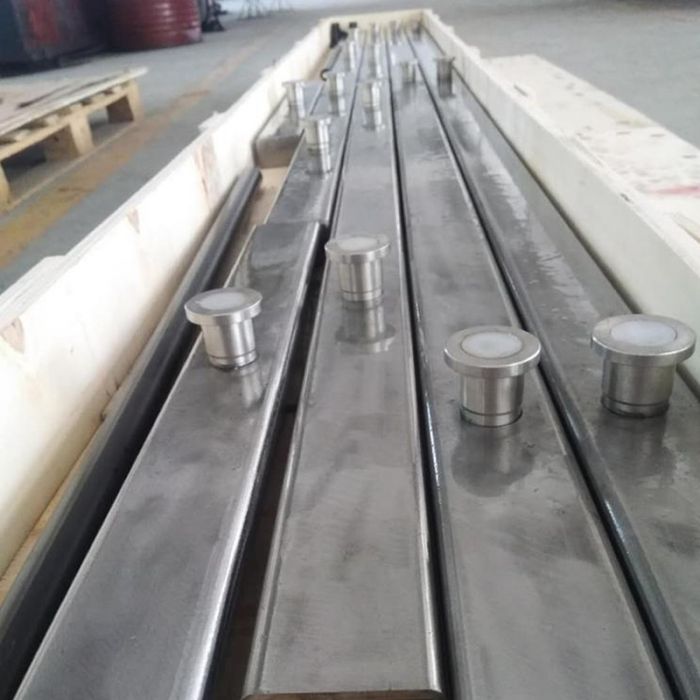
and the industrial workers in the workshop jointly witnessed the birth of the first PC prefabricated component in the industrial park.
The first PC prefabricated component produced in the industrial park according to the introduction of the person in charge of the PC workshop, the PC prefabricated component assembly line is still at the stage of equipment commissioning and running in.
The design and R & D personnel have already been assembled, and the industrial workers in the workshop have also successively arrived.
The PC prefabricated component plates produced at the key stations of the PC prefabricated component assembly line will be used for the production of the hybrid prefabricated integrated pipe gallery recently developed by the company.
Through this new process, the R & D and production of the prefabricated integrated pipe gallery will be assisted.
After the PC production line is put into operation, it will provide strong support for the rapid promotion of urban pipe gallery construction.
At the same time, the three prefabricated pipe gallery models developed by CSCEC Technology Hunan Co., Ltd.
will soon accept the guidance of government departments.
As the “star product” of China Construction Science and Technology Industrial Park, the production line carefully constructed by the industrial park will continuously provide high-quality products for urban construction.
1 the PC workshop of China Construction Science and Technology Industrial Park has introduced PC prefabricated component equipment from famous domestic enterprises, integrated the advantages of various technical resources, and jointly promoted the construction of PC production lines.
The design dimension of the PC prefabricated component production line is 248m long, 27m wide and 11m high.
A total of 60 standard formworks are set in the workshop, and the curing kiln adopts 6 rows and 7 layers with 42 silos, which are fully enclosed and three-dimensional curing.
The monitoring interface and functional diagram of the complete PC prefabricated component equipment PC prefabricated component automatic assembly line at the same time, the assembly line adopts full intelligent automatic operation, integrates ERP software material list entry, central control integrated control, material card printing, task management, finished product warehousing and project information management and other functions.
After the formal production, the PC prefabricated component production line will produce 200000 cubic meters of prefabricated components per year.
The automatic assembly line of 2pc prefabricated components is roughly divided into seven main working procedures: cleaning the formwork; Automatic marking and installation of side formwork; Installation of reinforcement framework and embedded parts; Concrete pouring, vibrating, leveling and finishing procedures; Curing; Remove the side mold; Demoulding of components.
Production process flow of inner and outer wall panels • step 1: use the mold cleaner to clean the concrete slag attached and scattered on the mold and collect it into the slag bucket.
Automatic sweeper • step 2: automatic scribing and installation of side formwork: input the CAD drawings of prefabricated components into the control system of automatic scribing machine, and the automatic scribing machine will draw the window opening and component outline according to the shape and size of components for installation of side formwork.
The side formwork shall be installed manually and with auxiliary tools.
Installation of side formwork • step 3: installation of reinforcement framework and embedded parts: after the installation of formwork, spray release agent as required, and then install reinforcement cage, embedded parts and reserved holes.
Automatic fuel injector mold platform mold transport vehicle • step 4: concrete pouring, vibration, leveling and polishing shall be carried out after the reinforcement framework is installed and inspected.
Automatic vibration table is used for vibration.
The fifth step: the internal and external wall panels and the laminated floor assembly line shall be cured by concentrated low-temperature steam curing with formwork.
The poured component with formwork shall be transported to the three-dimensional curing kiln, and the component with formwork shall be stacked to the 6th floor for steam curing as a whole.
The curing kiln is divided into two independent, insulated and closed spaces.
The internal temperature is maintained at about 50c ° and is heated by steam pipes.
Pre curing kiln trowel stacker and three-dimensional curing kiln • step 6: the formwork can be removed and lifted only when the compressive strength of the specimen cured under the same conditions is not less than 75% of the design strength.
Before the removal of the formwork, the components shall undergo sufficient cooling process.
Before the lifting, ensure that the components are not connected to the formwork to any extent, and the removal sequence is opposite to the installation sequence of the formwork.
All fasteners shall be removed in turn.
Formwork removal platform • step 7: after formwork removal, the formwork platform and the product are turned over to about 80 degrees by the turnover machine.
Under the condition that all embedded parts are separated, the prefabricated parts are lifted off the formwork platform by the crane, placed on the component transport vehicle, and transported to the storage yard by the component transport vehicle.
Made by: Hu Jun / Summer Edition: Tang Yan reviewed by: Shuai Bing official wechat public platform of China Construction Fifth Bureau wechat: CSCEC zhongjianwuju..