by
by Prefabricated concrete buildings take prefabricated components as the main components.

The common types of prefabricated components include exterior wall panels (“sandwich” structure), interior wall panels, laminated panels, balcony panels, air conditioning panels, stairs, partition panels, prefabricated beams, prefabricated columns, etc.

In the production of prefabricated components, the quality controllability of prefabricated components is poor due to various factors, such as concrete mix ratio, cement quality, sand and stone specifications, construction technology, steam curing process, process control, transportation mode, etc., and various common quality defects may occur, such as honeycomb, pockmarked surface, air bubble, missing edges and corners, etc.

these common quality defects usually have little impact on the structure and buildings, and are secondary quality defects, However, in projects with high appearance requirements (such as fair faced concrete projects), such problems will become the main problems; Quality problems such as flatness out of tolerance and geometric dimension deviation of components may not necessarily cause structural defects, but may affect building functions and construction efficiency; Such common quality defects as cracks, insufficient strength and reinforcement protection layer may affect the structural safety, which are important quality defects.

In order to reduce the frequency of common quality problems in production and inspection of prefabricated components, improve product quality and ensure project quality.
The following describes the common quality problems of prefabricated components, cause analysis and pre control measures.
01 honeycomb refers to the concrete structure with local looseness, less mortar, more stones, bubbles or voids between stones similar to honeycomb (see Fig.
1).
Fig.
1 honeycomb defects of prefabricated components are caused by improper concrete mix proportion or inaccurate measurement of sand, stone, cement and water, resulting in less mortar and more stones.
The sand and gravel are poorly graded, with less sand and more stones.
The concrete mixing time is insufficient, the mixing is uneven, and the workability is poor.
The mold gap is not blocked tightly, resulting in slurry leakage during pouring and vibration.
One time concrete pouring or unclear layering.
The concrete vibrating time is short and the concrete is not dense.
Pre control measures: (1) strictly control the concrete mix proportion to ensure accurate measurement, uniform concrete mixing and suitable slump.
(2) The concrete mixing time shall be controlled to be no less than that specified in the specification.
(3) The joint of the mold is tight.
(4) The concrete shall be poured in layers (when the height of the end face of the prefabricated member is greater than 300mm, the concrete shall be poured in layers, and the pouring height of each layer shall not exceed 300mm), and the concrete shall be vibrated in layers until the air bubbles are eliminated.
(5) During the concrete pouring process, the mold shall be checked at any time for mortar leakage and deformation.
In case of mortar leakage and deformation, remedial measures shall be taken in time.
(6) The vibrating equipment shall be determined according to different concrete varieties, working performance, specification and shape of prefabricated components and other factors.
Before vibrating, a reasonable vibrating and molding operation procedure shall be formulated.
02 pitted surface refers to a rough surface formed by lack of slurry or many pits and pits on the surface of the component (Fig.
2).
Fig.
2 the reasons for the pitted surface defects of prefabricated components are: the surface of the mold is rough or the sundries such as cement slurry and slag are not cleaned up, and the concrete surface is damaged when the mold is removed; the mold cleaning and release agent brushing process are improper, which causes the water in the concrete to be absorbed by the mold, causing the concrete to lose too much water and produce pitted surface; The caulking of the moulds is not tight, and local mortar leakage occurs; Uneven brushing of mold isolating agent, or partial omission or failure, resulting in pitted surface caused by bonding between concrete surface and formwork; The concrete is not vibrated and the air bubbles are not discharged.
The concrete stops on the surface of the formwork to form pockmarks.
Pre control measures: (1) before the production of components, the mold surface needs to be cleaned to ensure that the surface is flat and smooth to ensure no rust.
(2) The contact surface between the mold and the concrete shall be coated with the isolation agent.
The application of the isolation agent shall be uniform, and there shall be no omission or accumulation.
(3) The concrete shall be uniformly vibrated and compacted in layers until air bubbles are removed.
(4) Before pouring concrete, carefully check the firmness of the mold and whether the gap is blocked.
(5) Corresponding quality assurance measures shall be taken for open-air production.
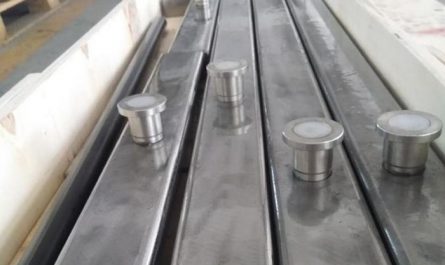
03 hole means that the depth and length of the hole in the concrete exceed the thickness of the protective layer (Fig.
3).
Fig.
3 the reason for the hole defect of prefabricated components is that the concrete blanking is stopped at the place where the reinforcement is dense or the reserved holes and embedded parts, and the upper layer concrete is poured without vibration; Segregation on concrete, separation of mortar, pile of stones, serious slurry leakage, and no vibration; The concrete is too much and thick at one time, and the vibrator cannot vibrate, forming loose holes; Debris such as mud fell into the concrete and the concrete was stuck.
Pre control measures: (1) fine aggregate concrete shall be used for pouring at places with dense reinforcement and complex parts.
(2) Carefully vibrate and compact in layers to prevent missing vibration.
(3) Debris such as clay blocks, molds and tools mixed in the sand and gravel shall be removed in time when they fall into the concrete.
04 air bubble refers to that there are many small air bubbles on the surface of prefabricated components after demoulding, except for individual air bubbles, which are dense in sheets (Fig.
4).
Fig.
4 the reasons for the bubble defects of prefabricated components are: unreasonable gradation of sand and gravel, too much coarse aggregate and too little fine aggregate; Improper aggregate size and excessive content of needle and flake particles; Concrete with large water consumption and high water cement ratio; Poor quality and effect of release agent or inappropriate release agent; It is related to insufficient and uneven vibration during concrete pouring; The pouring thickness often exceeds the requirements of the technical specifications.
Because the bubble travel is too long, even if the vibration time meets the requirements, the bubbles cannot be completely discharged.
Pre control measures: (1) strictly control the materials, control the size of aggregates and the content of needle and flake particles, and carefully screen and remove unqualified materials during the preparation of materials.
(2) Optimize the concrete mix proportion.
(3) The formwork shall be cleaned, and the release agent with good effect shall be selected, and the release agent shall be applied evenly.
(4) The pouring shall be carried out in layers, and the height of one-time placing shall not exceed 300mm.
For the prefabricated beams of longer components, the crown block shall be directed to move back and forth and distribute evenly..