 by
by Preface In order to improve the product quality of the prefabricated component factory, reduce the cost in the production process, and ensure the seamless connection of the prefabricated component in the on-site installation, the prefabricated component factory production should be the focus of supervision and control.
Through the comprehensive control of the three stages of pre construction preparation, construction quality control and finished product protection, it aims to provide a strong guarantee for all aspects of prefabricated component production.
01 Key points of early supervision inspection 1.
Review the qualification of corresponding prefabricated component manufacturers, and assist the construction unit to select the best supplier.
Mainly review the business license, production license, production scale, performance level and laboratory level of the prefabricated component manufacturer.
2.
Review the production construction plan and schedule plan of the manufacturer of prefabricated components.
The plan mainly includes: material mobilization acceptance plan, production and construction quality control, and product acceptance standards; Whether the progress of production, acceptance, supply and other stages meet the requirements of actual construction.
02 Key points of construction quality control Production component materials Quality control The selection of component materials will directly determine the quality of the final product.
The selected cement, coarse and fine aggregates, mixing water, reinforcement and concrete must meet the requirements of component specifications.
Before construction, the Supervisor shall strictly control the quality of materials according to the material quality table of production components (as shown in Table 1), take samples of materials for inspection, and continue the construction after meeting the conditions.
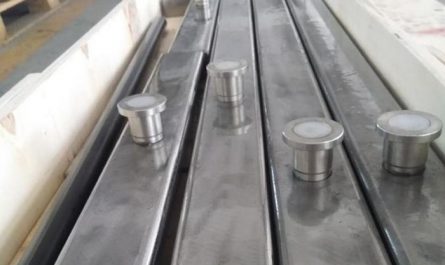
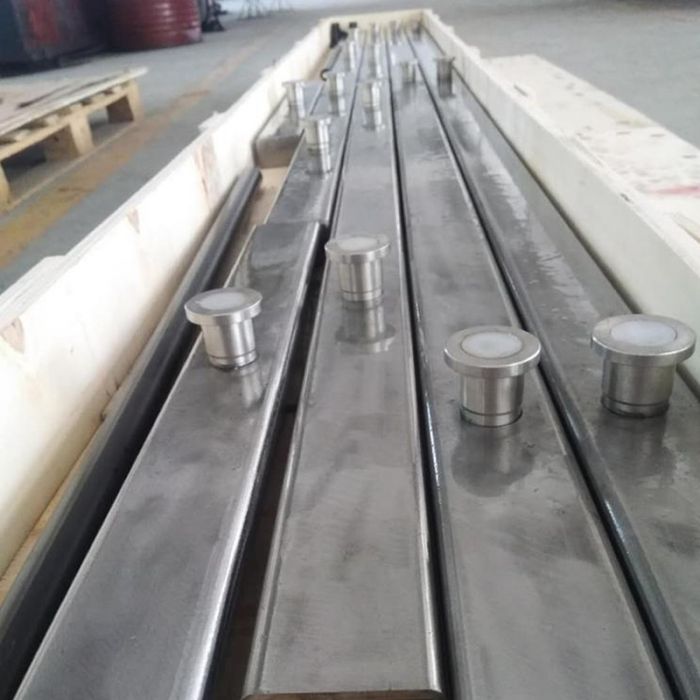
Mold making quality control Mold is the basis for making prefabricated components.
If the cross section size of the mold deviates, it will inevitably lead to the size deviation of the final product components, causing property losses.
Therefore, only by ensuring that the mold is correct, can the components with strict standards and high accuracy be delivered.
Generally, the supervisor should focus on the following points for mold making.
Figure 1 PC Mold 1.
The mold is generally steel mold or aluminum mold, and the bottom uses the steel trolley of the production line.
In order to facilitate the scale control, members with the same cross-section size or the same embedded parts position are generally cast with the same mold.
2.
The molds are generally seamless spliced.
When large prefabricated components must be spliced with molds to complete, the splices should be kept flat, and the burrs should be polished to ensure smooth edges and no leakage.
3.
The molds after splicing shall first meet the requirements of design specifications, and can be put into use only after the inspection and acceptance of the resident supervisor.
4.
With the increase of the use times, if the surface of the mold is uneven, a 2m guiding rule shall be used to detect it, and the mold can be put into use again only after ensuring that there is no deformation or distortion on the whole.
Otherwise, the mould must be calibrated again to ensure that it can be used after leveling.
5.
There shall be no leakage in the assembly of the mold, and no mortar leakage in the pouring concrete is allowed.
During mold assembly, glass glue can be used to seal the joints to ensure no leakage.
6.
High polymer release agent shall be used.
The whole mold shall be evenly coated without missing or recoating, and there shall be no liquid accumulation and missing brushing in the mold.
The formwork surface and corners should not be coated with too much release agent to prevent the occurrence of incidents affecting the quality of components such as corner pitting, missing edges and corners.
The installation of embedded parts and lifting parts shall be strictly in accordance with the design and construction drawings, to ensure that there is no deviation in the position, and that they are firmly fixed without looseness, slip and other phenomena.
The Supervisor shall inspect the size, location and model of embedded components and confirm that they are correct.
After the prefabricated components are produced in the prefabrication plant, they need to be transported by lifting pieces.
The following points should be noted for lifting pieces.
1.
The resultant force of the lifting point during the lifting of prefabricated components should coincide with the center of gravity of the components to prevent the occurrence of deflection, swing and other phenomena of the components; The lifting machinery and equipment shall work under the condition of ensuring safe operation.
2.
The prefabricated components shall be lifted according to the requirements of the construction organization plan.
The included angle between the steel rope and the horizontal plane of the prefabricated components shall not be less than 60 ° and 45 °.
3.
The hoisting speed of prefabricated components shall not be too fast, and shall rise steadily and rapidly as far as possible, and finally fall slowly.
When the swing amplitude is large in the hoisting process, the cable wind rope and other methods shall be used to control the swing of the components to ensure the stability of the prefabricated components during hoisting.
4.
Temporary fixing measures shall be taken for the hoisting of prefabricated components according to the construction organization documents, and the slings shall be loosened after the hoisting.
PC concrete pouring and vibrating quality control The quality of concrete pouring and vibrating will affect the quality of the finished prefabricated components.
The supervisor should grasp the concrete pouring in the whole process, and implement various testing work in the early stage.
Generally, after the manufacturer passes the self inspection, the on-site supervisor will accept it.
The acceptance includes: embedded components, connectors, sleeves, etc., and the qualification certificate and filing certificate of inspection materials before pouring.
The concrete pouring shall include the following key links.
Fig.
2 PC component concrete pouring 1.
Before concrete pouring, the section size of formwork, position of embedded parts, reinforcement connection points and other concealed works must be inspected, and the prefabricated component can be poured after confirmation.
2.
Check the concrete strength grade according to the construction organization design to ensure that the material grade is correct.
3.
The supervisor shall carry out the whole process side standing for the concrete slump detection, and make the compressive strength test block, which shall meet the requirements of the concrete strength specification for prefabricated members.
4.
The concrete shall be vibrated with a vibrating table, and the vibrating time shall be appropriate when the bubbles in the prefabricated component concrete are exhausted and the overall structure is dense.
The reinforcement skeleton and embedded parts shall not be touched.
The supervisor shall observe the reserved holes and embedded parts at any time, and take necessary measures for the occurrence of deformation, displacement and other adverse conditions.
5.
After the concrete pouring is completed, the whole component shall be leveled and the surface shall be leveled with mechanical troweling.
At the same time, check whether the displacement and distortion of concrete embedded parts are caused by early vibration.
The component maintenance quality control component generally adopts steam maintenance, which is generally divided into four stages: static stop, temperature rise, constant temperature and temperature drop..