 by
by 1.
Use a shovel to remove the concrete bonded on the surface of the mold, mold table and tooling; If there is a lot of accumulated white ash on the mucous membrane, polish it with a grinder until there is no white floating ash.
Sweep the concrete blocks removed with a broom; Use a mop to clean up the remaining fine chips and dust on the mold and mold table.
2.
Apply release agent on the large area mold or mold table surface.
Close the nozzle of the oil spray can to the mold surface or mold table surface, gently press the nozzle, spray the release oil on the mold or mold table surface in the form of mist, and then wipe it evenly with rags.
For the small area side mold, use a brush to smear it evenly.
3.
After the mold installation is completed according to the design of the drawing, check whether there is a gap at the mold connection, and seal the gap with glass glue; Use a steel ruler to measure the die spacing and whether the diagonal dimension meets the drawing requirements.
4.
The reinforcement cage shall be bound by placing the incoming materials into the slot of the laminated plate mold according to the reinforcement construction drawings; Adjust the reinforcement protective layer so that each cushion block of the protective layer is horizontal and upward, close to the mold or mold table, without inclination.
5.
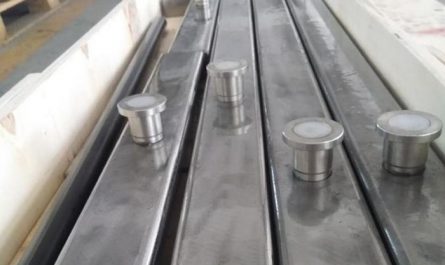
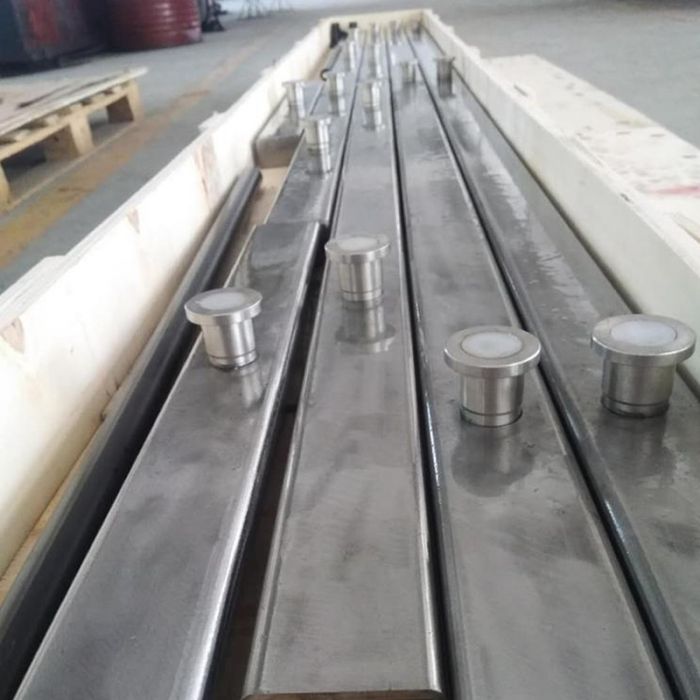
Install the embedded parts and check whether the embedded parts need to be placed are damaged or deformed.
If there is any deformation, it is prohibited to use; If the embedded parts need to be taken out from the components later, the embedded parts shall be coated with mold release oil in advance; The embedded parts shall be placed in accordance with the drawing requirements.
6.
Pouring and vibrating concrete torpedo tank operation The industrial control torpedo tank runs to the designated position of the mixing plant for receiving materials.
After the completion of material receiving, operate the torpedo tank to run to the material receiving position of the production line distributor, pour the concrete of the torpedo tank into the distributor, and the distributor operator operates the distributor to evenly pour the concrete into the mold.
When the concrete volume basically meets the thickness requirements of the component, stop blanking, and the paver uses a shovel to evenly spread the concrete; The distribution time is 5 minutes, and the spreading time is 10 minutes.
The distributor operator opens the vibration table operator to vibrate; The vibration time is about 30 seconds, and the vibration frequency is 50 Hz.
The frequency can be appropriately changed back and forth at 50 ± 10 Hz, and the vibration can be stopped after the vibration is uniform.
7.
When roughening, the strickle puller shall apply force evenly along the direction of the truss reinforcement, and the construction shall be completed at one time without stopping halfway, so that the texture of the roughening is smooth and beautiful.
8.
After the component pre curing time reaches 1.5 to 2 hours (the specific time is determined by the temperature of the day and other factors.
The pre curing time can be appropriately extended when the temperature is low, and the curing time can be reduced when the temperature is high.
The goal is to meet the requirement of 75% of the design strength), release the component from the pre curing kiln.
9.
The gantry crane shall be used for demoulding and hoisting to move the components away from the formwork platform.
The lifted components shall be placed neatly in the designated component area to ensure the stability of the components and avoid collision.
10.
The rough surface treatment components shall be transported to the designated position in the washing area after removal of the formwork.
When washing the rough surface of the components, the distance between the water gun and the rough surface of the washing water shall not be less than 1.5m.
After the aggregate of the rough surface evenly leaks out of the surface and meets the design requirements, the washing water shall be stopped.
11.
The component acceptance and warehousing quality inspection personnel shall check the size, embedded parts, appearance, etc.
of the components according to the drawings and specifications, and transfer the components to the component stacking area after the acceptance is qualified.
Reviewed by | Lv Pengfei and Liu Xiang in charge of editing | Zhang Wei provides pictures | Zhang Wei..