 by
by Author steel structure business department of the Third Construction Co., Ltd.
of China Construction Fifth Bureau (He Jie, Zhu Qiwu, he Guiyuan, Zeng Qihai) with the improvement of steel structure construction technology, the design of steel structure joints is becoming more and more complex and strange, and the phenomenon of overweight, super length and super width of steel members is common.
The design of giant overweight members brings higher requirements to hoisting equipment.
How to scientifically and economically hoist overweight members in sections under the condition of fixed hoisting equipment is very important A problem.
During the implementation of the super high-rise project of Changsha Shimao Plaza, the huge overweight members are separated by using the inevitable segmented position of steel members during fabrication, which effectively reduces the weight of single hanging members and ensures the structural quality and construction safety.
[project overview] Shimao Plaza in Changsha is an urban complex composed of super high-rise office buildings and commercial podium buildings.
It has 4 floors underground, 5 floors above ground podium buildings and 75 floors tower buildings.
The total building height is 348.5m and the total building area is about 230000 m2.
The project is located in the center of the urban area.
There are other construction projects under construction in the adjacent North and Southeast, and the construction site is extremely narrow.
Steel components can only be adjacent from the northeast When the construction road is transported to the construction site, the heavy steel members are stacked in the steel member yard on the northeast side, the steel members on the southwest side are only used for stacking light members, and a boom tower crane is used for unloading and hoisting of steel members.
The structural form of the tower in the layout plan is concrete filled steel tubular frame + concrete core tube + outrigger truss system, in which the outrigger truss is located at 21 ~ 24F, 37 ~ 39F and 51 ~ 54F respectively.
Diameter of conventional circular pipe string with outer frame φ 900~ φ 2500mm, wall thickness 18 ~ 32mm.
After the installation of the on-site hoisting equipment, the wall thickness of the steel pipe column at the joint with the cantilever truss buckling restraint support and chord is changed to 55 ~ 60mm, and the designed node vertical plate runs through the steel pipe column.
The outer frame steel pipe column of the reinforcing section is divided into sections according to one layer and one section, and the weight of the component still exceeds the lifting performance of the existing tower crane and cannot meet the lifting requirements.
Node splitting · splitting principle: the split component must meet the structural safety of the original design and its use function; The disassembled components can meet the requirements of long-distance transportation; The weight of the disassembled components can meet the lifting performance requirements of the hoisting equipment on the construction site; After the component is disassembled, the number of original welds shall not be increased as much as possible to reduce the safety and quality risk of the structure· Component analysis: under the action of 1.5 times of control load applied to the giant overweight outrigger truss node of the first strengthening layer, only the steel supporting the connection end reaches yield, most of the connection node plates and stiffeners are elastic, and the steel pipe is elastic.
Under the control load, the joint of the giant overweight outrigger truss of the first strengthening layer of section steel stress is 4584mm long φ two thousand and five hundred × 55mm steel pipe column, – 80 through steel pipe column × three thousand three hundred and forty-four × 49mm gusset plate and 40mm thick diaphragm.
The circumference of the round pipe string is 7850mm, and two 2300 pieces are required × 7850 steel plates are rolled and processed respectively, and then assembled and welded.
There is inevitably a circular splicing weld in the middle of the steel column.
The gusset plate and diaphragm can be directly cut off.
The first strengthening layer giant overweight outrigger truss node · splitting scheme on the premise of not increasing the number of original welds, the giant outrigger truss node is split into three parts and made in the factory.
The vertical plate is manufactured as a whole in the factory, and two steel columns with a section of about 2300mm and their corresponding diaphragm are processed in two parts.
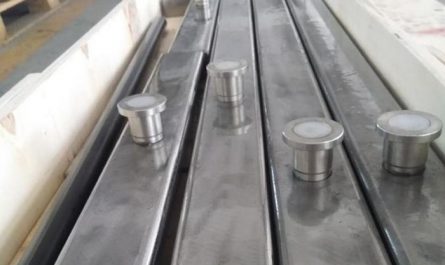
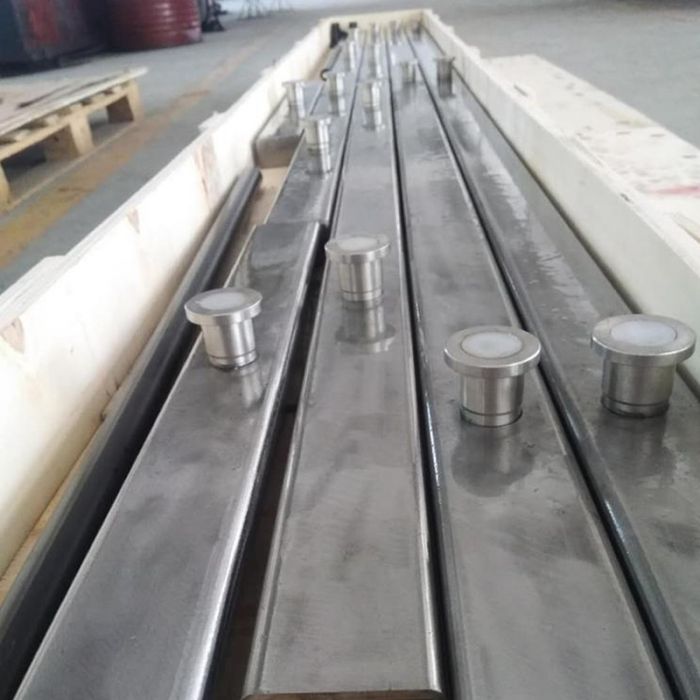
After the steel pipe column is processed and formed, two “t” shaped supports are added at one end close to the slotting opening, and “m” shaped supports are added at the other end to prevent the deformation of the steel pipe column during slotting, transportation and hoisting.
When the steel pipe column is slotted in the factory, 100mm long pull nodes shall be reserved every 800mm along the vertical direction for cutting before on-site installation to avoid increasing the deformation of components due to premature removal.
Steel pipe column I shall be installed at the node.
After measurement and correction, the welding with the upper column shall be completed.
After passing the retest, the next process construction shall be carried out.
As soon as the steel pipe column is installed in place, remove the “meter” shaped support and tension joint respectively.
When the tie point is removed, the diameter change of the slotted end of the steel pipe column shall be tracked and measured in the whole process.
When the deformation is large, the construction shall be suspended and measures shall be taken for correction.
Install the vertical plate, temporarily weld and fix the vertical plate after measurement and positioning, and loosen the hook of the tower crane after confirming that the vertical plate is safe and stable.
Insert the vertical plate into the steel pipe column and install it in place.
Remove the secondary pull node of the steel pipe column, install the steel pipe column II, and temporarily weld and fix it after measurement and positioning.
Steel pipe column II shall be installed in place from inside to outside, from bottom to top, first weld the transverse weld between diaphragm and vertical plate, then weld the butt weld of steel pipe column, and finally weld the vertical weld between vertical plate and steel pipe column.
Thick plate welding adopts electric heating for preheating before welding and thermal insulation after welding.
The preheating zone is on both sides of the weld groove, with a width greater than 1.5 times the plate thickness at the welding site and not less than 100mm.
The preheating temperature is measured on the back of the heating surface, and the minimum preheating temperature before welding is 80 ℃.
The interlayer temperature shall be controlled within 230 ℃.
The insulation temperature after welding shall be 250 ~ 350 ℃ and not less than 1.5h.
After the welding is completed and the ultrasonic flaw detection is qualified, all reinforcement measures shall be removed.
Retest the whole node and record the data.
[Conclusion] during the construction of the outer frame steel structure of the strengthening floor of Shimao Plaza project, the technology of splitting and installing the giant overweight boom truss node is adopted, which successfully solves the problem that the weight of the giant overweight boom truss node designed in the later stage exceeds the lifting performance of the hoisting equipment and cannot be hoisted.
On the premise of not affecting the structural safety and use function, splitting the giant node is beneficial It effectively reduces the weight of single crane components, reduces the cost of construction measures, speeds up the construction progress, and provides an application example for the construction technology of splitting and installing giant overweight outrigger truss joints in the future.
The huge overweight components were disassembled at the position where it was inevitable to be segmented during fabrication, and the original factory welds were transferred to the site for welding without increasing the number of welds, which ensured the quality and construction safety of the structure and achieved good economic and social benefits.
Luban Award for construction engineering appreciation Luban people of Construction Engineering Exchange Daily selection, release in the evening, combine learning with fun, make common progress ↓ long press to identify and join the alliance ↓..